How a Soundboard Works
First, however, it is necessary to know a little bit about what the soundboard actually does. The short explanation is that the soundboard creates the sound we hear when a piano is played. Exactly how it accomplishes this is a complex process, but not a mysterious one.
When a piano key is pressed, it causes a hammer made of wood and felt to strike one or more strings. This makes the strings vibrate at a frequency that is determined by their length, mass, and tension. One end of each of these vibrating strings bears against a bridge, which moves ever so slightly in response to the strings' vibrations. The bridge is firmly attached to a large wooden panel — the soundboard — and as the bridge moves, so does the soundboard. It is this movement of the soundboard that creates the sound that we actually hear coming from the piano. Nearly all modern pianos are built with soundboards that are not flat but slightly convex. This convex shape, called crown, and the downbearing of the strings on the bridges, together form a system of opposing forces that regulates the transmission of energy from the strings to the soundboard.
Soundboard History
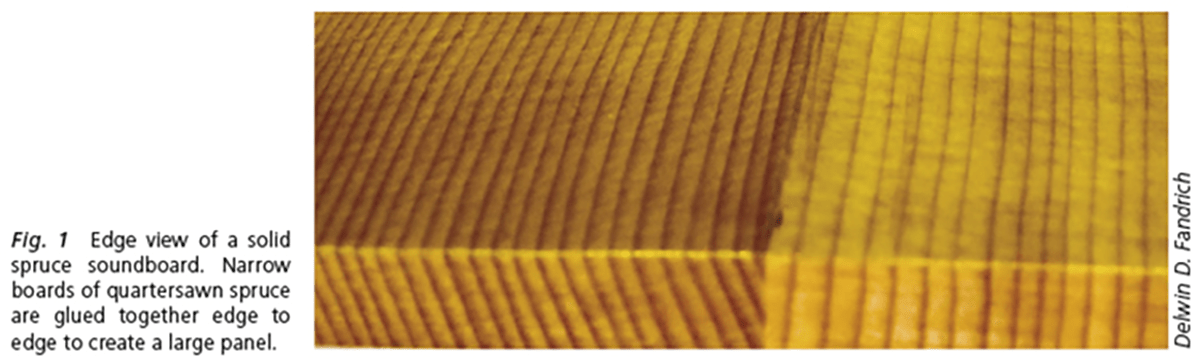
There have been many interesting experimental piano designs since the instrument's invention, around 1700, but until the middle of the 20th century, piano soundboard panels were almost always built up from a number of quartersawn spruce boards, each from 3" to 5" wide and glued together, edge to edge, to form a single large panel (fig. 1). This panel is stiffened by a set of ribs (usually also of spruce, sometimes sugar pine) oriented perpendicular to the grain of the panel (fig. 2). After more than three centuries of development, it's not surprising that this system has been highly refined, musically and structurally.
")
There are some problems with this traditional construction, however. During the manufacturing process, a soundboard made of solid wood typically has its crown created by absorbing moisture from the air. The previously dried, flat wooden panel, prevented by the ribs from expanding laterally with humidity, instead bends, forming a curved surface. Due to the fact that these solid spruce soundboards swell and shrink with changes in humidity, the amount of curvature in the crown increases and decreases over time, causing the instrument's tonal characteristics to change and the piano to go out of tune seasonally. Furthermore, due to the nature of wood, the compression of the wood fibers, which holds the crown in place and initially enhances the tone, dissipates over time. This causes the soundboard to lose its crown, resulting in a more percussive tone and a shorter sustain time. Solid spruce soundboards also tend to develop structural flaws, such as compression ridges and cracks. While neither of these flaws ensures that a soundboard will no longer perform its task of producing sound, they are unsightly indications that structural damage has taken place — damage that can result in significant warranty expense for the manufacturer.
Efforts to find an alternative to the problematic solid-wood soundboard panel in a sandwich or plywood (laminated) construction that would better resist warping and cracking go back 200 years. In the 1820s, Viennese piano maker Joseph Brodmann (1763–1848) patented a "triple-laminated" soundboard. According to French piano technician Claude Montal (1800–1865), in the third edition of his The Art of Tuning (1865), [1] in 1830 French piano maker Ignaz Pleyel (1757–1831) produced pianos with soundboards of mahogany veneer over spruce. In 1891, American piano maker Hugo Mathushek patented his two-ply laminated soundboard. Designed without ribs, however, this soundboard actually made the stability problem worse and was quickly abandoned.
Little of substance has been documented about laminated soundboards made during the early 1900s — records indicate that several manufacturers discussed their use, but not much came of these discussions. The limitation of that era was the difficulty of finding a suitable glue that was easier to use, more reliable, and less expensive than the hot animal-hide glues of the day. It was thought then that if this limitation could be overcome, the laminated soundboard would be a viable alternative to the common solid spruce soundboard.
In 1950, American piano maker Story & Clark introduced its Storytone laminated soundboard, allegedly made of mahogany but probably made of lauan, a lightweight hardwood that resembles but is not related to mahogany. This poor design established the laminated soundboard's reputation in the modern era for poor acoustical performance.[2]
Over the next few years, many manufacturers in America and Europe introduced their own versions of laminated soundboards. Most, if not all, of these were made of standard solid-core plywood construction — i.e., a relatively thick (about 9⁄32") core made of some softwood and two thin (each about 1⁄32" to 1⁄16") veneers glued to this core, with the grain angles set at 90° to the core. A variety of woods, such as lauan, bass, poplar, and occasionally spruce, were used, with little consideration for musical performance, and most of them failed in that regard. There were many other reasons for the poor performance of these instruments — most were poorly built overall, and badly scaled, with hammers of poor quality — but it was the soundboard that took most of the blame.
This began to change in the 1970s, when Wurlitzer introduced the first mass-produced piano with a laminated soundboard engineered from its conception with the quality of the instrument's musical performance in mind. The grain angles of the core and face veneers no longer crossed at a 90° angle, and the ribs were redesigned to better accommodate the vibrating characteristics of the laminated panels. These are critical points, and to understand the transformation in the sound quality of pianos fitted with laminated soundboards, it will be necessary to review a bit more technical history. These Wurlitzers still had problems with overall acoustical design and construction, but the performance of their laminated soundboards was the first link in an evolutionary chain that has led us to the high-performance laminated soundboards of today.
Design Improvements
In the late 1980s, I was tasked with designing a new, small grand for the Baldwin Piano & Organ Company, where I was employed at the time. This was to be a mass-produced, low-cost model intended for beginning students in homes where space limitations dictated a very small instrument. Early in the conceptual stage, it was decided that the piano would have a laminated soundboard. This decision was made with some apprehension. We were aware of the poor reputation that plagued the laminated soundboard, but we also were aware of its many benefits: better unit-to-unit consistency, better in-home tuning stability, and greatly reduced warranty costs. We also wanted sound quality that was at least equal to that of a conventional solid spruce soundboard.
While designing this piano, I was contacted by an engineer from Brüel & Kjær, one of the world's leading suppliers of audio and vibration measurement and analysis equipment. The B&K engineer was looking for a project that would demonstrate the technical capabilities of their new modal-analysis technologies, and wondered if we might have an ongoing piano project that he could analyze. We did, and this led to what I believe was the first modal-analysis study ever done on a piano fitted with a laminated soundboard. These studies led to several changes in the design of both the soundboard panel and the ribs.
With the exception of the panels used by Wurlitzer, the laminated soundboard panels of the day placed the face veneers at a 90° angle to the core. At Baldwin, we conducted a series of experiments that placed the veneers and core at increasingly small angles to one another, until, in the final experiment, the core and face veneers were parallel to each other. We found that, as the grain angle between the core and face veneers decreased, the panel acted less like a laminated soundboard and more like a solid wood soundboard. With crossing angles between 90° and 45°, the panels had essentially the same stiffness and wave-carrying properties as conventional plywood; and between 45° and 0°, the panels increasingly took on the stiffness and wave-carrying characteristics of a traditional solid soundboard.
The last board we tried had the core and face veneers aligned in the same direction. In spite of its being technically a laminated panel, it behaved just like a traditional solid board. While its acoustical performance was good, it also exhibited the same instability problems with variations in climate as a solid panel of the same size. As well, it was only very slightly more resistant to cracking than a solid panel.
For the laminated soundboard in the small grand, the experimental data suggested that a crossing angle of 15° would be ideal. The soundboard manufacturer, Wurlitzer (which had recently been acquired by Baldwin), wanted a crossing angle of 45° because its equipment was already set up for that angle for some of its own pianos. Ultimately, we compromised at 30°. The ribs were also redesigned, to better complement the vibrating characteristics of the laminated soundboard panel. The end result was very satisfying. The piano set new performance standards for very small grands, and some of the basic design principles we discovered are still being used by others, with similar success. Today, manufacturers of pianos using high-performance laminated soundboard panels assemble them from a core of solid spruce and two very thin face veneers of spruce, with crossing angles ranging from about 40° (Samick) to 15° (Hailun).
Advantages of Laminated Soundboards
Due to their cross-ply construction, laminated soundboard panels are nearly immune to humidity variations, so using moisture in the air to create the soundboard's crown is not an option. Instead, a curve is machined into the tops of the ribs. When these ribs are glued to the laminated soundboard panel, the assembly assumes a crown shape that matches this machined curve. Because this method of soundboard construction doesn't depend on wood compression for the creation or maintenance of crown, the crown is more consistent from instrument to instrument, more stable over time, and less prone to change or damage with variations in humidity. This has a number of benefits for the piano buyer and the manufacturer:
")
- Improved tuning stability with varying climate conditions: For the consumer, this means that the piano stays in tune better and/or longer between regular tunings.
- Resistance to compression ridges and cracking: For the consumer, this means less worry about the piano's soundboard being damaged by extreme variations in humidity. For the manufacturer, it means reduced warranty costs, which can be passed on to buyers as lower retail prices.
- More consistent tonal performance from instrument to instrument: For the consumer, this means a more predictable shopping experience. If the buyer looks at a piano with a mahogany finish but prefers one in black, chances are good that the black piano will sound pretty much the same as the mahogany one. For the manufacturer, this means reduced factory time spent on voicing and, as a result, potential lower manufacturing cost and retail price.
- Musical qualities are more stable over time: Because laminated soundboard panels are more stable than their solid spruce counterparts, the acoustical performance of the soundboard panel will change very little over time.
Another advantage of laminated soundboards is the conservation of declining supplies of high-quality spruce. The laminated soundboard's interior core stock, which won't be seen, can be built up of shorter and narrower boards — less costly and more readily available — without adversely affecting tonal performance or appearance. The colors and widths of the individual boards are also not critical, so more of the wood from a good log can be used (fig. 3).
Disadvantages of Laminated Soundboards
There are very few disadvantages to the modern high-performance laminated soundboard:
- Marketing: Most advertising copy still favors the solid spruce soundboard, primarily because of the poor performance of very early laminated soundboards. Few manufacturers, if any, have aggressively marketed their laminated soundboard technologies to draw the attention of consumers to their many benefits. In fact, manufacturers that use high-performance laminated soundboards tend to distance themselves from the early types by avoiding the word laminated, preferring instead such terms as all-spruce, veneered, meniscus (Hailun), or surface tension (Samick). Because of this, many manufacturers and dealers are intimidated by the attacks made by competitors favoring traditional solid spruce soundboards, particularly at the level of retail sales.
- Cost: Contrary to popular belief, high-quality and high-performance laminated soundboards are not cheap to build, particularly in small quantities. There are several reasons for this. First, good laminated soundboards are difficult to build without the aid of sophisticated production machinery, and tooling to produce large laminated soundboards will be, for the foreseeable future, prohibitively expensive. They are best suited to smaller, high-production models for which the tooling costs can be spread over many instruments. For these reasons, laminated soundboards may never lend themselves well to larger and/or low-production specialty pianos. The argument is often made that because laminated soundboards are never used in these types of instruments, traditional solid spruce soundboards must be better. However, this argument overlooks the marketing and cost considerations, and incorrectly assumes that musical performance is the reason.
Second, the successful manufacture of laminated soundboards requires quality controls as rigorous as those used for solid spruce soundboards. I can tell, for example, from information sent me by Hailun and Samick, that their controls for quality and wood-moisture content are just as stringent as they would be for solid spruce panels. As well, I have examined a cross section of Hailun's laminated soundboards and observed the carefully finger-jointed core and shorter pieces (fig. 4). The only substantive difference in quality between the solid and laminated boards is that, because the core of the laminated soundboard panel will not be seen, its appearance — uniform grain density, color matching, and superficial flaws — is not as critical, and shorter pieces can be end-jointed to yield longer boards.
Summary
 runs at an angle of about 15° to the grain of the core (bottom). (Delwin D. Fandrich)")
Twenty to forty years ago, I would have listed acoustical performance as a disadvantage of laminated soundboards. Not today. While many still claim that solid spruce soundboards deliver superior musical qualities, and that laminated soundboards are somehow inherently inferior, most of us working in the design and manufacture of instruments that use this technology no longer agree with these assessments. We have seen too many pianos with laminated soundboards deliver performance that is at least the equal of if not superior to that of comparable pianos with solid spruce soundboards. After experimenting with and designing pianos with laminated soundboards for some 30 years, I no longer have any doubt that, if all other aspects of design, materials, and build quality are equal, properly designed and constructed laminated soundboards can hold their own in the area of musical performance, and offer significant advantages to both the piano manufacturer and the piano buyer. If a certain piano sounds good to you, and it otherwise fits your needs and desires, I hope that you will view the fact that it has a laminated soundboard as a benefit, not a liability. 
________
1. Translated by Fred Sturm, RPT. Kansas City, Kansas: Piano Technicians Guild Foundation, 2015.
2. The much-improved StoryTone II, used in some current Story & Clark models, is a veneered, laminated soundboard made entirely of spruce.